
Tillsonburg ha recorrido un largo camino desde que la leyenda de la música country canadiense, Stompin’ Tom Connors, pone a la pequeña ciudad de Ontario y sus campos de tabaco en el centro de atención con su canción homónima. Hoy día, Tillsonburg forma parte de una próspera región dedicada a la automoción, hogar de la planta de automoción THK Rhythm que sirve a fabricantes globales como BMW, Ford y Daimler Mercedes Benz. Un panorama difícil y competitivo significaba que THK Rhythm necesitaba que su oferta se distinguiera de la competencia. Para que sus productos tuvieran ventaja, la empresa contó con el apoyo de Sandvik Coromant y sus nuevas calidades de torneado de acero.
La planta de automoción THK Rhythm se especializa en componentes de suspensión que se encuentran en vehículos de todo el mundo, junto con rótulas y espárragos de rótula para estos componentes. Ser un actor global de la automoción exige estrictas medidas de calidad y optimización de costes, lo cual es evidente en las instalaciones de THK.
La política de calidad de THK, que se exhibe de forma destacada en la entrada a la planta, reza: bien a la primera, siempre bien, mejorar continuamente. Y es más que un mantra pegadizo. Varias prácticas de mejora de la fabricación ponen de manifiesto esta política, como Kaizen, japonesa para la mejora continua, que se centra en optimizar la eficiencia, la productividad y la eficacia general del equipo (OEE).
Un proceso de mecanizado desafiante
A pesar de los claros objetivos de eficiencia de THK, alcanzar los objetivos de productividad y controlar los costes fue un desafío al producir el brazo de tensión inferior delantero, un componente que forma parte del montaje de la suspensión de un coche. “El brazo de tensión inferior delantero requiere la eliminación de una gran cantidad de material durante varios pasos, como el taladrado, el desbaste y el acabado de un agujero”, explicó Adrian Dabrowski, ingeniero de procesos de THK Rhythm.
El componente está hecho de un acero forjado ISO P que es particularmente abrasivo, con una alta resistencia a la tracción. Mecanizar esta pieza requiere una herramienta especializada con varias plaquitas escalonadas, lo que significa que no todas tienen el mismo diámetro. El proceso de mecanizado original del brazo de tensión inferior delantero estaba diseñado para hacer 140 piezas por herramienta; sin embargo, THK solo podía producir unas 92 piezas por término medio antes de que fallara una de las plaquitas en el diámetro más grande, lo que provocaba que fallara toda la herramienta.
Los fallos frecuentes significaban que los operarios tenían que cambiar las herramientas con demasiada frecuencia. Las máquinas del taller de THK Rhythm están configuradas de tal manera que, si una herramienta se rompe, se trae automáticamente una herramienta de repuesto para que las máquinas puedan seguir funcionando. Sin embargo, debido a los fallos frecuentes de las herramientas, no había suficientes herramientas de repuesto para mantener el flujo de producción.
El control de virutas, una consideración vital para cualquier operación de torneado de acero, también era una preocupación. «Cuando la herramienta fallaba, las virutas a menudo se enredaban a su alrededor, por lo que teníamos que sacar físicamente la herramienta y quitar las virutas”, reveló Gary Martin, operario de máquina en THK. “Estas virutas eran afiladas y podían causar cortes y lesiones en los dedos”.
Dabrowski ahondó aún más en los problemas de los fallos de la herramienta: “Hacíamos funcionar las máquinas con una sola herramienta y, cuando esa herramienta se rompía, los operarios tenían que sacarla físicamente, cambiar manualmente todas las plaquitas y volver a colocarla en la máquina. Eso equivale a alrededor de cinco a seis minutos de tiempo de inactividad por máquina, lo que rápidamente suma”. De media, los operarios supervisan tres máquinas. Por ello, si una máquina está inactiva, en esencia, las tres estarán inactivas. «En los días buenos, solo se producía una rotura por turno”, continuó Dabrowski. “En esos días, los tiempos de inactividad eran tan frecuentes como de tres a cuatro veces por turno y por máquina”.
Con las plaquitas anteriores había mucho tiempo de inactividad, lo que dificultaba el cumplimiento de los objetivos de productividad diarios.
La búsqueda de una solución
En busca de la solución adecuada, THK intentó ajustar las máquinas diariamente, ajustando con precisión las velocidades de avance y las revoluciones por minuto (rpm). El equipo también probó diferentes plaquitas y geometrías de un par de proveedores de herramientas, pero nada dio en el blanco. Eso fue hasta que THK recurrió a Sandvik Coromant.
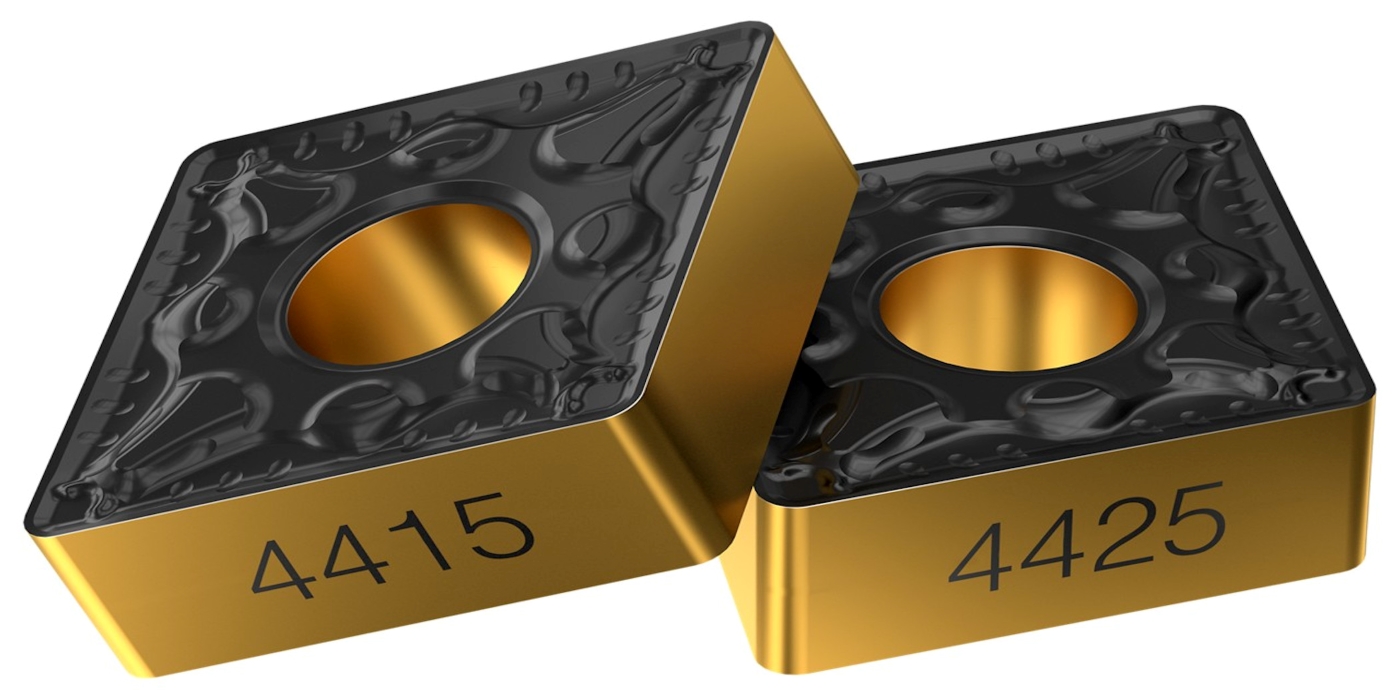
Sandvik Coromant incorporó dos nuevas calidades de plaquita de metal duro de alto rendimiento, GC4415 y GC4425, a su gama existente a finales de 2020. Las plaquitas tienen una amplia gama de aplicaciones y se recomiendan tanto para cortes continuos como discontinuos. Mientras que GC4425 ofrece una resistencia al desgaste, resistencia térmica y tenacidad optimizadas, la calidad GC4415 complementa a GC4425 cuando sea necesario mejorar el rendimiento o incrementar la resistencia térmica. Para THK Rhythm, la calidad GC4415 fue una adición adecuada a su proceso de mecanizado.
Ambas calidades cuentan con la segunda generación de la tecnología de recubrimiento Inveio®. “Lo que hace que este recubrimiento de herramienta sea particularmente único es que puede examinarse a nivel microscópico”, explicó Rolf Olofsson, gerente de producto de Sandvik Coromant. La superficie del material presenta una orientación unidireccional del cristal. Cada cristal está alineado hacia el filo, lo que crea una fuerte barrera que mejora la resistencia al desgaste en cráter e incidencia. Además, también se dispersa el calor de la zona de corte más rápidamente, lo que conserva la forma del filo durante más tiempo en corte.
“GC4415 y GC4425 pueden mecanizar una mayor cantidad de piezas, al tiempo que contribuyen a prolongar la vida útil de la herramienta, eliminan las roturas repentinas y reducen el reproceso y los desechos. Para THK, la plaquita GC4415 es el remedio a sus problemas de torneado”, continuó Olofsson.
En el futuro
Desde la introducción de la GC4415 en sus operaciones de mecanizado, THK ha observado un cambio positivo en la productividad del taller. De hecho, puesto que funciona a índices de corte más altos, THK fue testigo de un aumento del 11 % en la productividad tan pronto como los operarios comenzaron a utilizar la plaquita.
Durante los primeros cuatro meses de 2021, THK utilizó aproximadamente 3800 plaquitas de su calidad preferida anteriormente. Cuando se introdujo la calidad GC4415 en mayo de 2021, el taller utilizó solo 3000 de las nuevas plaquitas en el mismo período de tiempo, una disminución del 18 % en la cantidad de plaquitas utilizadas, lo que mejoró drásticamente el coste general por pieza.
El cambio no se trata solo de números. “En el taller, nuestros operarios están más contentos, ya que pueden concentrarse en cargar piezas y no tienen que preocuparse por cambios frecuentes de herramientas o atascos de virutas”, concluyó Dabrowski. “La nueva calidad ha ayudado a ahorrar 194 horas de tiempo de producción por año. Gracias a GC4415, el taller de THK Rhythm ahora experimenta mucho menos tiempo de inactividad y una producción más fiable”.
Tras el éxito de la calidad de plaquita GC4415 en el mecanizado de brazos de tensión inferiores delanteros de vehículos, THK Rhythm ahora planea probar e introducir la calidad en otras piezas de su línea de producción, como pernos esféricos y rótulas.
Si su taller se enfrenta a desafíos de productividad similares, hable con Sandvik Coromant y descubra cómo su gama de calidades para torneado de acero puede transformar su proceso de mecanizado.
Sandvik Coromant
Como parte del grupo de ingeniería industrial global Sandvik, Sandvik Coromant está a la vanguardia de las herramientas de fabricación, las soluciones de mecanizado y los conocimientos que impulsan los estándares y las innovaciones industriales necesarios para el sector del mecanizado actual y futuro. La formación, una fuerte inversión en I+D y una sólida colaboración con nuestros clientes garantizan el desarrollo de tecnologías de mecanizado que cambian, lideran y dirigen el futuro de la fabricación. Sandvik Coromant cuenta con más de 1700 patentes en todo el mundo, más de 7700 empleados y representación en 150 países.


















